Höhere Prozesssicherheit in der Serie
 Zulieferer für den Fahrzeugbau müssen in großen Serien gleichbleibend hohe Genauigkeiten in der Bearbeitung gewährleisten. Bei der ZBG Zerspanungstechnik Bruck GmbH im oberpfälzischen Bruck gelingt dies mit Hilfe des Lasermesssystems NC4 von Renishaw. Damit prüfen die BAZ eingewechselte Werkzeuge auf Bruch und bestimmen deren Längen, um automatisch durch Nullpunktverschiebung einen möglichen Wärmegang der Maschinen in der laufenden Fertigung zu kompensieren.
Zulieferer für den Fahrzeugbau müssen in großen Serien gleichbleibend hohe Genauigkeiten in der Bearbeitung gewährleisten. Bei der ZBG Zerspanungstechnik Bruck GmbH im oberpfälzischen Bruck gelingt dies mit Hilfe des Lasermesssystems NC4 von Renishaw. Damit prüfen die BAZ eingewechselte Werkzeuge auf Bruch und bestimmen deren Längen, um automatisch durch Nullpunktverschiebung einen möglichen Wärmegang der Maschinen in der laufenden Fertigung zu kompensieren.
Bilder
-
 Ölwanne in BAZ
Ölwanne in BAZ
Für die Serienfertigung, beispielsweise von Ölwannen für Verbrennungsmotoren, fordert der Fahrzeugbau höchste Qualität und Prozesssicherheit
[1.6MB] -
 Markus Forster, Betriebsleiter ZBG mit Michael Vogt, Renishaw GmbH
Markus Forster, Betriebsleiter ZBG mit Michael Vogt, Renishaw GmbH
Prozesssicherheit im Blick: Markus Forster, Betriebsleiter ZBG, (l.) äußert sich im Gespräch mit Michael Vogt, Renishaw, hoch zufrieden über die Verbesserungen in der Qualität und der Prozesssicherheit mit Hilfe der automatischen Kompensation des Wärmegangs mit dem integrierten Lasermesssystem NC4
[2.1MB] -
 Kompakt und robust: Das Laser-Messsystem NC4 benötigt wenig Platz
Kompakt und robust: Das Laser-Messsystem NC4 benötigt wenig Platz
Kompakt und robust: Das Laser-Messsystem NC4 benötigt wenig Platz, ist gegen Späne und Kühlmittel bestens geschützt und misst hochgenau nahezu unabhängig von Störungen aus Umgebungseinflüssen
[2.0MB] -
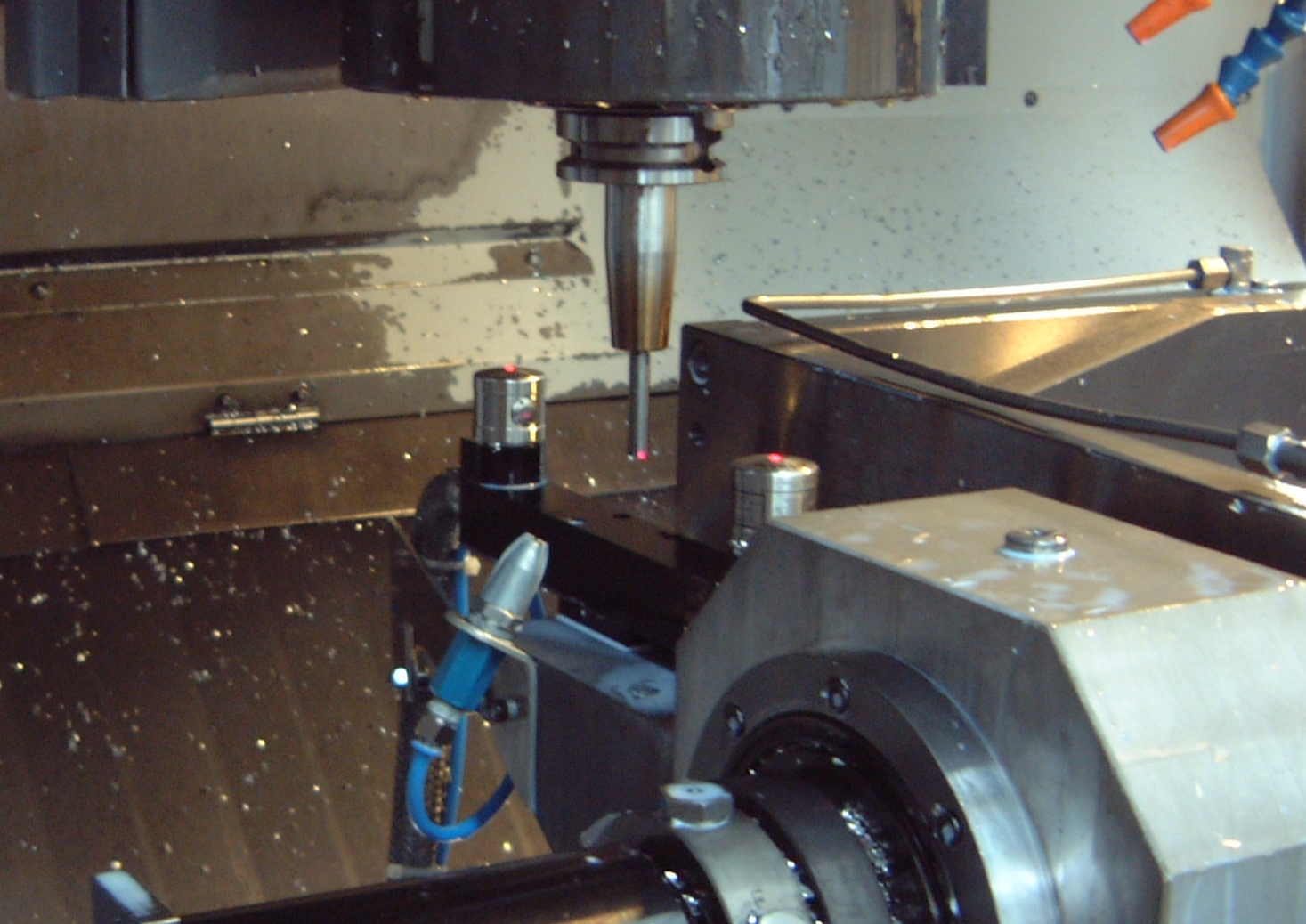
 NC4 im Einsatz auf einer Werkzeugmaschine
NC4 im Einsatz auf einer Werkzeugmaschine
Der rote Punkt bringt's: Messen der Werkzeuglänge in automatischen Zyklen sorgt für ein automatisches Kompensieren des Wärmegangs und damit für wesentlich höhere Prozesssicherheit
[827kB]



Genauigkeit in der Serie erfordert besondere Maßnahmen
 „In der Serie zählt vor allem die Prozesssicherheit. Fertigt man jährlich mehrere hunderttausend Teile für den Fahrzeugbau, muss jedes einzelne davon genau den Vorgaben der Konstruktion an Geometrie und Genauigkeiten entsprechen“, erläutert Markus Forster, Betriebsleiter bei ZBG. Er ist verantwortlich für insgesamt 42 Bearbeitungszentren. Auf diesen fertigt der Zulieferbetrieb jährlich über eine Million Motoren- und Fahrwerksteile. Dazu gehören Ölwannen, Gehäuse und Zylinderköpfe für kleinere Motoren, die beispielsweise mittelschwere Krafträder, All-Terrain-Vehicles (ATV) und Ski-Doo`s, aber auch Industriefahrzeuge antreiben. In den fünf Betrieben der Unternehmensgruppe sind insgesamt etwa 600 Mitarbeiter beschäftigt. Etwa 300 davon arbeiten in Bruck in der spanenden Fertigung. Darüber hinaus bietet ZBG auch die Oberflächenbehandlung, das Dichtprüfen und Teilmontagen der gefertigten Bauteile an.
„In der Serie zählt vor allem die Prozesssicherheit. Fertigt man jährlich mehrere hunderttausend Teile für den Fahrzeugbau, muss jedes einzelne davon genau den Vorgaben der Konstruktion an Geometrie und Genauigkeiten entsprechen“, erläutert Markus Forster, Betriebsleiter bei ZBG. Er ist verantwortlich für insgesamt 42 Bearbeitungszentren. Auf diesen fertigt der Zulieferbetrieb jährlich über eine Million Motoren- und Fahrwerksteile. Dazu gehören Ölwannen, Gehäuse und Zylinderköpfe für kleinere Motoren, die beispielsweise mittelschwere Krafträder, All-Terrain-Vehicles (ATV) und Ski-Doo`s, aber auch Industriefahrzeuge antreiben. In den fünf Betrieben der Unternehmensgruppe sind insgesamt etwa 600 Mitarbeiter beschäftigt. Etwa 300 davon arbeiten in Bruck in der spanenden Fertigung. Darüber hinaus bietet ZBG auch die Oberflächenbehandlung, das Dichtprüfen und Teilmontagen der gefertigten Bauteile an.

Zu den Herausforderungen in der Serienfertigung gehört zweifellos die Prozesssicherheit. Dazu Markus Forster, Betriebsleiter bei ZBG: „Unsere Kunden verlangen eine durchgängige Qualität. So sind bei Motorenbauteilen allenfalls 10 ppm Fehlerteile erlaubt. Liegen die Genauigkeiten im Bereich von einem oder zwei hundertstel Millimeter, erfordert das schon besondere Maßnahmen in der Fertigung.“ So stellten die Fertigungstechniker in Bruck fest, dass vor allem der Wärmegang ihrer Bearbeitungszentren doch einen nicht zu vernachlässigenden Einfluss auf die Genauigkeiten und damit die auf die Prozesssicherheit hat. Beispielsweise fertigen sie auf einer verketteten Linie, bestehend aus fünf Bearbeitungszentren Mori Seiki SV503, Ölwannen für kleinere Dieselmotoren. Bohrungen und Anschraubflächen müssen auf Umschlag bei Genauigkeiten kleiner 0,05 mm bearbeitet werden.
Im Serienanlauf zeigte sich rasch, dass dies nicht ohne weiteres einzuhalten ist. Insbesondere im dreischichtigen Betrieb ergaben sich immer wieder nicht zu vernachlässigende Temperaturunterschiede in der Fertigungshalle zwischen Tages- und Nachtzeiten. Nachträgliches Messen der gefertigten Bauteile auf Messmaschinen zeigten wiederholt unerlaubte Maßabweichungen. Deren Ursache fand sich alsbald in einem unerwartet großen Wärmegang der fünf Bearbeitungszentren.
„Auf Umschlag waren die Genauigkeiten kleiner fünf hundertstel Millimeter auf unseren fünf Maschinen nicht zu halten. Temperaturunterschiede von wenigen Grad Celsius in der Halle führten zu einem nicht sicher vorhersagbaren Wärmegang. Daraus hätte sich ein großer Aufwand für die Qualitätskontrolle ergeben, eine große Anzahl Bauteile direkt aus der Fertigung heraus zu messen. Zudem müssten wir bei einem Fehler sämtliche in der Zwischenzeit gefertigten Bauteile nachmessen. Das wäre nicht wirtschaftlich und würde unsere Produktivität erheblich beeinträchtigen. Deshalb suchten wir nach anderen Konzepten“, so Forster beim Vorstellen der verketteten Fertigungslinie.
Messen im Arbeitsraum
 Mit dem Lasermesssystem NC4 von Renishaw haben die Fahrzeugzulieferer inzwischen die benötigte Prozesssicherheit erreicht. Es arbeitet ähnlich einer Laser-Lichtschranke. In unterschiedlichen Ausführungen können Laser-Lichtquelle und -empfänger separat oder als bereits auf einem Trägersystem konfigurierte und justierte Einheit im Arbeitsraum der Bearbeitungszentren aufgebaut werden. Für kleine Bearbeitungszentren gibt es eine spezielle Ausführung mit nur 23 mm Abstand zwischen Lichtquelle und -empfänger. An Werkzeugen größer 0,03 mm lassen sich Längen und Durchmesser bestimmen. Genauigkeiten bis kleiner 1 µm schafft das Lasermesssystem. Dabei eliminiert die Software in dem zugehörigen Interface Messwert-Störungen durch Kühlmitteltropfen. Gegen Umgebungseinflüsse, wie Späne und Kühlschmierstoffe ist das Messsystem nach IPX8 geschützt. Zudem verhindert ein Luftstrom mit hoher Austrittsgeschwindigkeit (MicroHole™-Technologie), dass Flüssigkeiten oder Partikel in die Lichtquelle und den -empfänger eindringen können.
Mit dem Lasermesssystem NC4 von Renishaw haben die Fahrzeugzulieferer inzwischen die benötigte Prozesssicherheit erreicht. Es arbeitet ähnlich einer Laser-Lichtschranke. In unterschiedlichen Ausführungen können Laser-Lichtquelle und -empfänger separat oder als bereits auf einem Trägersystem konfigurierte und justierte Einheit im Arbeitsraum der Bearbeitungszentren aufgebaut werden. Für kleine Bearbeitungszentren gibt es eine spezielle Ausführung mit nur 23 mm Abstand zwischen Lichtquelle und -empfänger. An Werkzeugen größer 0,03 mm lassen sich Längen und Durchmesser bestimmen. Genauigkeiten bis kleiner 1 µm schafft das Lasermesssystem. Dabei eliminiert die Software in dem zugehörigen Interface Messwert-Störungen durch Kühlmitteltropfen. Gegen Umgebungseinflüsse, wie Späne und Kühlschmierstoffe ist das Messsystem nach IPX8 geschützt. Zudem verhindert ein Luftstrom mit hoher Austrittsgeschwindigkeit (MicroHole™-Technologie), dass Flüssigkeiten oder Partikel in die Lichtquelle und den -empfänger eindringen können.
Unbeaufsichtigte Prozesse werden sicherer
Die Zulieferer in Bruck nutzen das Messsystem vielseitig. Um die Genauigkeiten einzuhalten, messen sie den Wärmegang der Bearbeitungszentren im Arbeitsraum in statistischen Intervallen, beispielsweise nach jedem zehnten bearbeiteten Bauteil. Dazu wechselt das Bearbeitungszentrum einen hochgenau vermessenen und voreingestellten Hartmetallstab als Referenzwerkzeug in die Hauptspindel. Diesen bringt es in den sichtbaren, roten Laserlichtstrahl des Messsystems. Auf wenige µm genau erfasst so das Messsystem NC4 die Länge des Referenzwerkzeugs und übermittelt die Daten an die NC-Steuerung. Daraus berechnet diese Korrekturdaten für den Nullpunkt der NC-Programme. Mit diesen korrigiert das Bearbeitungszentrum bis zum nächsten automatischen Messvorgang. Forster: „So stellen wir auch in Zeiten unbeaufsichtigter Fertigung sicher, dass wir den Wärmegang der Maschinen ausreichend kompensieren. Damit gewährleisten wir eine optimale Prozesssicherheit und bewältigen problemlos die geforderte Qualitätssicherheit von maximal 10 ppm Fehlerteile.“
Weitere Messzyklen erhöhen zusätzlich Sicherheit
In Zusammenarbeit mit den Mess- und Anwendungstechnikern von Renishaw konzipieren die Arbeitsvorbereiter bei ZBG weitere Anwendungen für das Werkzeug-Messsystem NC4. Damit können sie die Prozesssicherheit in der Serienfertigung zusätzlich erhöhen. So lässt sich beispielsweise ein Werkzeugbruch mit dem Laser-Messsystem innerhalb kürzester Zykluszeiten erkennen. Deshalb haben die NC-Programmierer speziell bei schlanken Werkzeugen mit kleinen Durchmessern, die besonders bruchempfindlich sind, Messzyklen nach dem Bearbeiten und vor dem Ablegen des Werkzeugs im Magazin vorgesehen. Die Maschinenbediener können dann diese Werkzeuge rechtzeitig austauschen.
Darüber hinaus wollen die Arbeitsvorbereiter künftig auch die Durchmesser und die Geometrien ausgewählter Werkzeuge mit Hilfe des Messsystems NC4 erkennen und prüfen. Dies betrifft vor allem Gewindebohrer. Durch Antasten an den Laserstrahl kann das Messsystem die Spitzengeometrie, also den Anschnitt der Gewindebohrer, zweifelsfrei erkennen. Künftig will man in Bruck vor allem kleine Gewindebohrer nach jedem Einwechseln in die Hauptspindel messen und prüfen. Das soll verhindern, dass Gewindebohrer ohne Spitze bzw. Anschnitt in die Bohrungen eintauchen und dort unvollständige Gewinde erzeugen oder gar komplett abbrechen und stecken bleiben. Mit diesem kurzen und einfachen Messzyklus wird somit die Prozesssicherheit weiter erhöht. Zudem ermöglicht das einen unbeaufsichtigten Betrieb ohne Gefahr zu laufen, Werkstücke unvollständig zu bearbeiten oder beim Fertigen zu beschädigen.
Immer aktuell
Registrieren Sie sich hier, um regelmäßig Neuigkeiten von Renishaw zu erhalten.
Gesamter Artikel
-
 Anwenderbericht: Höhere Prozesssicherheit in der Serie
Anwenderbericht: Höhere Prozesssicherheit in der Serie
Zulieferer für den Fahrzeugbau müssen in großen Serien gleichbleibend hohe Genauigkeiten in der Bearbeitung gewährleisten. Bei der ZBG Zerspanungstechnik Bruck GmbH im oberpfälzischen Bruck gelingt dies mit Hilfe des Lasermesssystems NC4 von Renishaw. Damit prüfen die BAZ eingewechselte Werkzeuge auf Bruch und bestimmen deren Längen, um automatisch durch Nullpunktverschiebung einen möglichen Wärmegang der Maschinen in der laufenden Fertigung zu kompensieren.
[156kB]
Downloads für Redakteure
-
Anwenderbericht: Höhere Prozesssicherheit in der Serie - Textdateien
Zulieferer für den Fahrzeugbau müssen in großen Serien gleichbleibend hohe Genauigkeiten in der Bearbeitung gewährleisten. Bei der ZBG Zerspanungstechnik Bruck GmbH im oberpfälzischen Bruck gelingt dies mit Hilfe des Lasermesssystems NC4 von Renishaw. Damit prüfen die BAZ eingewechselte Werkzeuge auf Bruch und bestimmen deren Längen, um automatisch durch Nullpunktverschiebung einen möglichen Wärmegang der Maschinen in der laufenden Fertigung zu kompensieren.
[72kB]
Für alle Dokumente und Bilder liegt das Copyright bei Renishaw plc