Diese Seite steht derzeit nicht in Ihrer Sprache zur Verfügung. Mittels der
Übersetzungsfunktion
von Google kann Ihnen eine automatische Übersetzung angezeigt werden. Bitte beachten Sie jedoch, dass wir keinerlei Verantwortung für diese
Dienstleistung tragen und die Übersetzung auch nicht von uns geprüft wurde.
Wenn Sie weitere Unterstützung benötigen,
kontaktieren Sie uns bitte.
Laser micromachining: A role for Renishaw’s VIONiC™ encoder
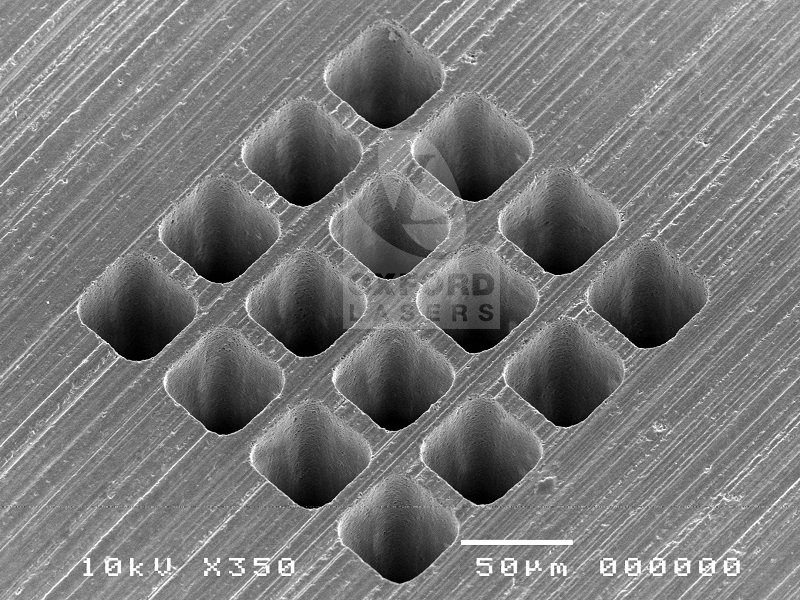
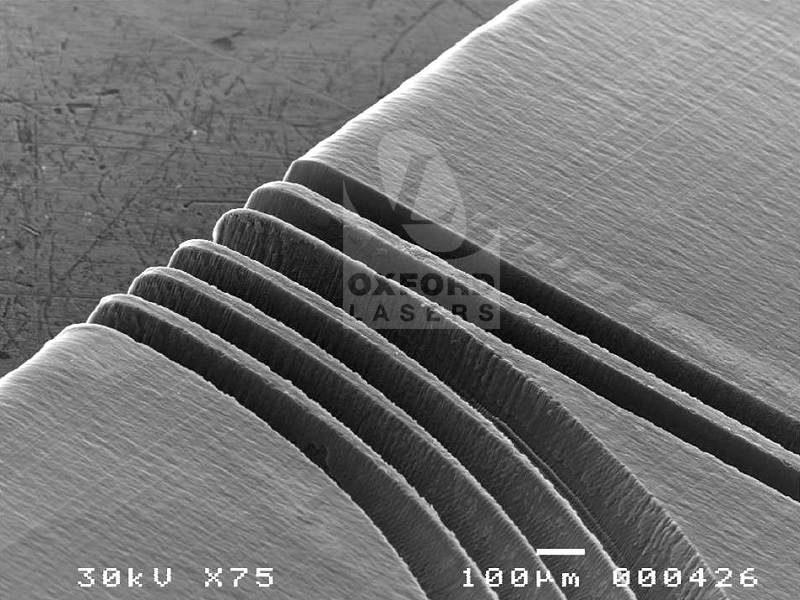
Laser micromachining encompasses processes such as laser marking, laser cutting, laser milling or laser ablation of material, typically achieved with a high-quality laser beam.
The advantageous attributes of laser radiation include:
- A high degree of flexibility
- Non-contact machining and zero tool wear
- Good potential for automation
- Easy integration to enable applications in a wide field of machining processes for many materials including silicon, ceramics, metal and polymer
Laser machining production is divided into micromachining and macromachining. This classification is not based on the size of the work piece but rather the fineness of the feature sizes achievable with the laser tool. Laser systems used for micromachining employ pulsed beams with an average power of well below 1 kW while those used for macromachining use generally continuous-wave (CW) laser beams ranging up to several kW.
Applications for laser micromachining include the formation of MEMs (Microelectromechanical) devices, micro-scale probes or contacts used in electrical testing and semiconductor wafer testing. Laser machined products are often used in medical applications, such as the vascular stent, resorbable scaffolds and neurovascular devices.
The VIONiC series of optical encoders is Renishaw's ultra-high accuracy, all-in-one digital incremental encoder for both linear and rotary applications. It has been specifically designed for micromachining processes and other types of precision manufacturing. This article highlights the importance of correct encoder selection with respect to laser machining.


Motion control in micromachining
Currently, laser micromachining is accomplished with two technologies: (i) direct laser writing (DLW) using solid state lasers with a 2D galvanometer scan head, and (ii) various mask techniques (e.g. mask projection) using mostly excimer lasers and conventional fixed masks.
DLW provides a useful way of generating large cut-out features and performing high volume hole drilling in materials where fluence (or amount of energy deposited by a single laser pulse) requirements limit spot size. The required features can be drawn in CAD and then directly translated to motion control code utilizing a CAD/CAM programming interface. The beam position on a workpiece is directly controlled by a precision X-Y motion stage. One of the biggest advantages of these systems is their flexibility for a range of micro-engineering tasks.
Contact mask processing is a technique by which on-target laser power is controlled by simple beam shaping optics and feature shape is determined by a blocker mask in contact with the workpiece. The exposure of the contact mask may be performed with the workpiece stationary or scanned under the beam. If scanning is used, laser firing must be interpolated with the table feed-rate to ensure uniform exposure, which requires the integration of precision encoders to control the velocity and acceleration of the workpiece. One benefit of contact scanning is that large areas of material can be processed. There are two fundamental types of motion systems used in laser machining processes: stepper motors and servo motors.
Some disadvantages of stepper motor systems include:
- Limitations in positioning accuracy
- High operating noise
- High electric current consumption
Advantages of servo motors include:
- High accuracy when used with encoders
- No electrical current consumption when motor is stationary
- Smooth motion with minimal velocity ripple - ideal for high speed applications
In coordinated motion imaging or mask projection, both the mask and workpiece are mounted on separate computer-controlled X-Y-Z stages. During processing, the mask and stages perform interpolated moves in opposing directions, the magnitude of mask movement being larger by a factor equal to the image system demagnification.
This opposing motion causes the laser image to precisely track the position of the moving workpiece, remaining at the same position relative to the workpiece as different areas of the mask are exposed. High-precision optical encoders are built into each stage for position feedback with repeatability of 50 nm or less and nanometre resolution. Anti-creep crossed roller bearings or air bearings also provide excellent speed stability that minimizes the local variation of pulse energy deposition as the stage moves the laser focus along a predetermined trajectory on the workpiece. Micromachining requires an advanced motion controller with algorithms and hardware that minimize disturbance errors, increase tracking capabilities and provide superior in-position stability. Motion errors tend to be the greatest during acceleration or deceleration of an axis.


Excimer lasers are commonly used in mask projection techniques (MP) analogous to photolithography. The mask projection technique enables the transfer of all information contained in a fixed transmissive mask at once. With this technique a complete marking of alphanumeric characters or pictures, for example, is generated within one laser pulse which typically has a duration of nanoseconds. Therefore, the process speed is limited by the repetition rate of the excimer laser and not by mechanical movement of mirrors with galvanometer scanners.
To achieve the desired results on specific materials when performing laser micromachining, suitable lasers are selected based on features such as wavelength, pulse repetition rate, average power, and pulse duration. Ultrafast lasers are effective at machining very small, very precise patterns in tough materials as the high peak-intensities lead to so-called ‘cold' ablation. Micro-sized structures are created with no collateral damage to the surroundings and in some cases without changing material properties.
A controlled, precise micromachining process with these advantages is the reason why many in the industry explore the use of the shortest possible pulsed lasers for the most quality sensitive applications. Limitations of the direct writing process are defined by the inherent characteristics of the sequential information transfer and dynamics of the scan head. Consequently, there is a speed limitation that must be considered.
Laser machining stations are often placed in-line with other processes, such as in a roll-to-roll production line, where a laser micromachining system is placed downstream of a stamping press that is processing a continuous metal strip.
The laser, in this case, may be used for laser marking, cutting or material ablation. The feed rate of material is maintained at a constant speed and the laser is triggered by the position of the press ram. Rotary encoders are used on the press ram for determining the part of the ram cycle with the lowest vibrations (between stamping operations) and encoders are also used on the servo-controlled roll feeders for precise control of the speed of the metal strip as it passes under the laser. Consequently, the accuracy of laser machining is directly influenced by the accuracy of the encoders.

Integrating the VIONiC encoder series
High-performance optical encoders, such as Renishaw's VIONiC series, have a significant role in laser micromachining operations. These position sensing devices provide feedback to the controller and allow coordination between laser pulses, stage motion and galvanometer adjustments to enable precise machining of micrometre-sized features.
Specified encoders for laser micromachining equipment have high resolutions, low latency, excellent accuracy, small package sizes and low mass. In some applications, digital output encoders may be preferred for communication with digital real-time controllers. The VIONiC encoder series is an all-in-one digital incremental encoder solution for both linear and rotary applications, which combines all necessary interpolation and digital signal processing inside the readhead in a 35 mm x 13.5 mm x 10 mm package, with Sub-Divisional Error (SDE) as low as <±10 nm and resolutions down to 2.5 nm. These readheads offer a wide range of configurations to optimise the speed and performance of motion control systems.
The VIONiC series has been designed to support precision processes such as laser micro-milling and other techniques for creating microscopic features on substrates as diverse as silicon and plastics. The accuracy of some VIONiC variants is equivalent to expensive ultra-fine-pitch (<4 µm) encoder systems with the added benefits of better yaw and ride height tolerance, easier installation, smaller system size, higher speeds, more flexible scale options including longer lengths, better dirt immunity and lower cost.
Available scale types include metal tape, spar, and rotary rings (including ultra-high accuracy REXM). Scale types offered address both thermal compensation and accuracy requirements: linear ZeroMet™ RELM spar scale features ±1 µm/m accuracy at 20 °C and a near zero coefficient of thermal expansion (CTE).
The VIONiC RTLC stainless steel linear scale is also available with a FASTRACK™ carrier mounted option that effectively eliminates the influence of the machine substrate on scale accuracy – allowing simple thermal error compensation. High-speed performance is also important for high-throughput processes and VIONiC encoders are capable of 12 m/s on linear axes and up to 4,400 RPM on rotary axes. Furthermore, an optional Advanced Diagnostic Tool (ADT) provides comprehensive encoder feedback through an intuitive software interface.