Laserinterferometer zur Abnahme von Werkzeugmaschinen
 Laserinterferometer-Systeme stellen die weltweit genauesten Längen-Messsysteme in der industriellen Anwendung dar. Aufgrund der extrem hohen Genauigkeit werden diese Systeme seit langem als Referenzmeßsysteme bei der Abnahme von Werkzeugmaschinen eingesetzt. Durch ihre kompakte Bauweise sind moderne Laserinterferometer-Systeme vermehrt auch im mobilen Einsatz vor Ort beim Endanwender zu finden. Die umfangreicher Software-Unterstützung und neue Optik-Systeme vereinfachen den Gebrauch von Laserinterferometern deutlich und führen zu einer wesentlich reduzierten Messzeit. Neue Messmöglichkeiten, insbesondere im Bereich der Dynamik bieten weitere Diagnosemöglichkeiten an Werkzeugmaschinen. So können beispielsweise mit der Option für dynamische Messungen Bewegungsabläufe an Vorschubeinheiten erfaßt und analysiert werden. Geschwindigkeits- und Beschleunigungsprofile können abgeleitet werden. Das dynamische Verhalten solcher Achsen kann über Fourieranalysen beurteilt werden. Damit kann die Laserinterferometrie auch in der Zukunft als hochpräzises und effektives Meßverfahren bestehen.
Laserinterferometer-Systeme stellen die weltweit genauesten Längen-Messsysteme in der industriellen Anwendung dar. Aufgrund der extrem hohen Genauigkeit werden diese Systeme seit langem als Referenzmeßsysteme bei der Abnahme von Werkzeugmaschinen eingesetzt. Durch ihre kompakte Bauweise sind moderne Laserinterferometer-Systeme vermehrt auch im mobilen Einsatz vor Ort beim Endanwender zu finden. Die umfangreicher Software-Unterstützung und neue Optik-Systeme vereinfachen den Gebrauch von Laserinterferometern deutlich und führen zu einer wesentlich reduzierten Messzeit. Neue Messmöglichkeiten, insbesondere im Bereich der Dynamik bieten weitere Diagnosemöglichkeiten an Werkzeugmaschinen. So können beispielsweise mit der Option für dynamische Messungen Bewegungsabläufe an Vorschubeinheiten erfaßt und analysiert werden. Geschwindigkeits- und Beschleunigungsprofile können abgeleitet werden. Das dynamische Verhalten solcher Achsen kann über Fourieranalysen beurteilt werden. Damit kann die Laserinterferometrie auch in der Zukunft als hochpräzises und effektives Meßverfahren bestehen.
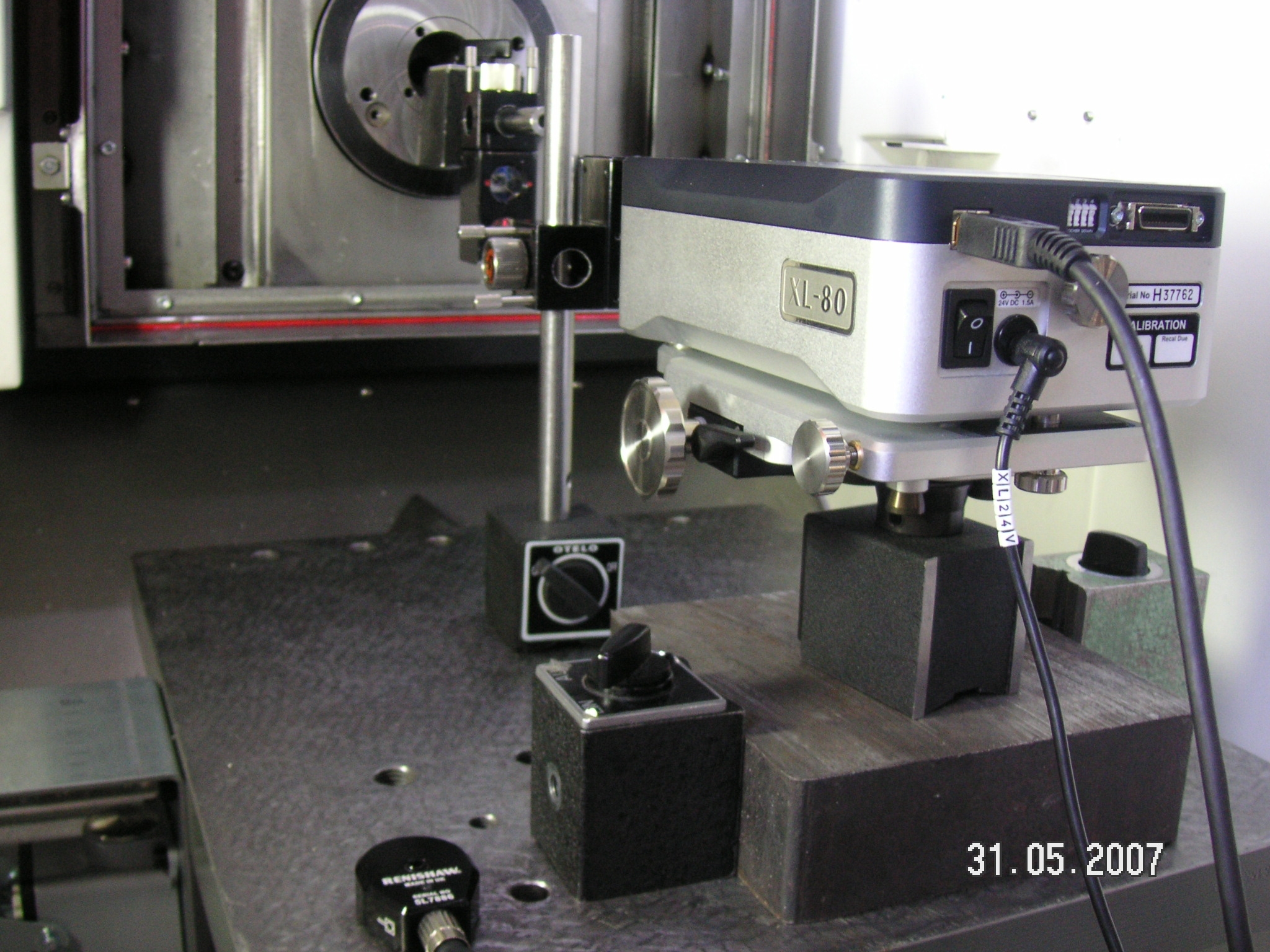
Die Abnahme und Überprüfung von Werkzeugmaschinen erfolgt heute in der Regel nach der Abnahmerichtlinie VDI/DGQ 3441, obwohl neuere Richtlinien und Normen , wie die IS0 230, bekannt sind. Dies ist im wesentlichen der Tatsache zuzuschreiben, daß die VDI-Richtlinie bei den Anwendern der Werkzeugmaschinen geläufig ist und auf vorliegende Vergleichsdaten zurückgegriffen werden kann. Die Ermittlung der Positioniergenauigkeit einer Werkzeugmaschine nach VDI/DGQ 3441 wird heute dank moderner Optiken und Software so unterstützt, daß der Zeitaufwand für diese Messung drastisch reduziert werden konnte. Wo früher für die komplette Messung einer Maschine oft noch Tage gebraucht wurden, können die Messungen heute innerhalb weniger Stunden durchgeführt werden. Durch die verkürzten Maschinenstillstandzeiten werden Messungen kostengünstiger und können somit in kürzeren Zeitabständen wiederholt werden, wodurch eine kontinuierliche Genauigkeitsüberwachung gewährleistet ist. Nicht zuletzt aufgrund der Kompaktheit und leichten Transportierbarkeit des Lasersystems XL-80 von Renishaw (Bild 1) werden immer häufiger Messungen auch vor Ort nach der Inbetriebnahme einer Werkzeugmaschine wiederholt.
 Zur Feststellung der Positionierfehler wird ein Laserinterferometer als Referenzsystem parallel zur prüfenden Achse justiert (Bild 2). Als Maßverkörperung dient die Wellenlänge des Laserlichtes. Der Laserstrahl wird im Interferometer in einen Referenzstrahl und in einen Meßstrahl aufgeteilt. Die reflektierten kohärenten Wellenfronten werden zur Messung überlagert. Die Basis dieser Messungen ist ein Helium-Neon-Lasersystem. Der im Verhältnis zum Vakuum unterschiedliche Brechungsindex muss über die Edlen-Beziehung kompensiert werden, da andernfalls große Messfehler auftreten. Die tabellarische Übersicht zeigt, wie sich die Einflußgrößen im einzelnen auf die Genauigkeit auswirken würden, wenn keine Wellenlängenkompensation durchgeführt wird. Demnach wirkt sich der Einfluß der Materialausdehnung bis zu 10 mal stärker aus, als der Einfluß aller übrigen Parameter. Die Zahlen in der Tabelle zeigen sehr eindrucksvoll, dass der Kompensation der thermischen Werkstückausdehnung eine immense Bedeutung zukommt. Hier wird deutlich, wie wichtig eine genaue Bestimmung der Umgebungsparameter für die Systemgenauigkeit ist. So werden bei der neuen Kompensationseinheit XC-80 bei der Kalibrierung der Druck und Temperatursensoren die ermittelten Abweichung direkt im Sensor in einer Korrekturtabelle hinterlegt, um damit die höchstmögliche Sensorgenauigkeit zu erzielen.
Zur Feststellung der Positionierfehler wird ein Laserinterferometer als Referenzsystem parallel zur prüfenden Achse justiert (Bild 2). Als Maßverkörperung dient die Wellenlänge des Laserlichtes. Der Laserstrahl wird im Interferometer in einen Referenzstrahl und in einen Meßstrahl aufgeteilt. Die reflektierten kohärenten Wellenfronten werden zur Messung überlagert. Die Basis dieser Messungen ist ein Helium-Neon-Lasersystem. Der im Verhältnis zum Vakuum unterschiedliche Brechungsindex muss über die Edlen-Beziehung kompensiert werden, da andernfalls große Messfehler auftreten. Die tabellarische Übersicht zeigt, wie sich die Einflußgrößen im einzelnen auf die Genauigkeit auswirken würden, wenn keine Wellenlängenkompensation durchgeführt wird. Demnach wirkt sich der Einfluß der Materialausdehnung bis zu 10 mal stärker aus, als der Einfluß aller übrigen Parameter. Die Zahlen in der Tabelle zeigen sehr eindrucksvoll, dass der Kompensation der thermischen Werkstückausdehnung eine immense Bedeutung zukommt. Hier wird deutlich, wie wichtig eine genaue Bestimmung der Umgebungsparameter für die Systemgenauigkeit ist. So werden bei der neuen Kompensationseinheit XC-80 bei der Kalibrierung der Druck und Temperatursensoren die ermittelten Abweichung direkt im Sensor in einer Korrekturtabelle hinterlegt, um damit die höchstmögliche Sensorgenauigkeit zu erzielen.
| Einflußparameter | Einflußgröße | typischer Bereich | Auswirkung 15-25° C |
| Lufttemperatur | 1 ppm / °C | 15 - 25° C | 10 ppm |
| Luftdruck | 1 ppm / 3 hPa | 860–1060 hPa | 67 ppm |
| Luftfeuchtigkeit | 1 ppm / 40 % RH | 5-95 % RH | 2 ppm |
| Materialausdehnung | 11 ppm / °C (Stahl) |
110 ppm |
Tabelle A: Einflussparameter und deren Auswirkung bei laserinterferometrischen Messungen, wenn keine Wellenlängenkompensation durchgeführt wird. Mit der automatischen Wellenlängenkompensation wird ein Gesamtfehler von weniger als 0,5 ppm erreicht.
 Zur Vereinfachung der Strahljustage kommt die Strahlsteueroptik (Bild 3) zum Einsatz. Die Strahlsteueroptik ermöglicht die Ablenkung des Laserstrahls in horizontaler und vertikaler Richtung um jeweils 35 mm/m, so daß die Neigungsverstellung bei der Strahljustage nicht mehr am Laserkopf selbst, sondern nur noch innerhalb der eigentlichen Meßstrecke zwischen den beiden Spiegeln erfolgt. Dadurch ist ein mehrfaches Hin- und Herfahren der bewegten Optik während der Justage des Laserstrahls nicht mehr notwendig. Der Laserkopf XL-80 ist so klein, dass er nicht mehr auf einem Stativ montiert werden muss, sondern direkt über einen Magnetblock auf dem Maschinentisch positioniert werden kann. Durch dies Vereinfachung der Messanordnung kann die Strahjustage in weniger als einer Minute durchgeführt werden.
Zur Vereinfachung der Strahljustage kommt die Strahlsteueroptik (Bild 3) zum Einsatz. Die Strahlsteueroptik ermöglicht die Ablenkung des Laserstrahls in horizontaler und vertikaler Richtung um jeweils 35 mm/m, so daß die Neigungsverstellung bei der Strahljustage nicht mehr am Laserkopf selbst, sondern nur noch innerhalb der eigentlichen Meßstrecke zwischen den beiden Spiegeln erfolgt. Dadurch ist ein mehrfaches Hin- und Herfahren der bewegten Optik während der Justage des Laserstrahls nicht mehr notwendig. Der Laserkopf XL-80 ist so klein, dass er nicht mehr auf einem Stativ montiert werden muss, sondern direkt über einen Magnetblock auf dem Maschinentisch positioniert werden kann. Durch dies Vereinfachung der Messanordnung kann die Strahjustage in weniger als einer Minute durchgeführt werden.
Bei der Maschinenabnahme oder -überprüfung wird die zu prüfende Achse, abhängig vom gewähltem Prüfverfahren, nach einer festen Sequenz in verschiedene Positionen bewegt, dort wird die aktuelle Position über das Laserinterferometer-System erfaßt und mögliche Abweichungen gespeichert.
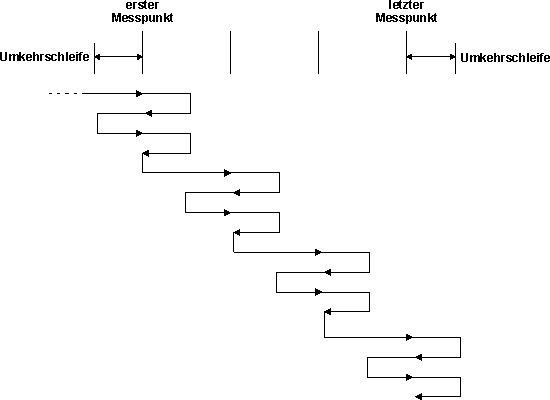
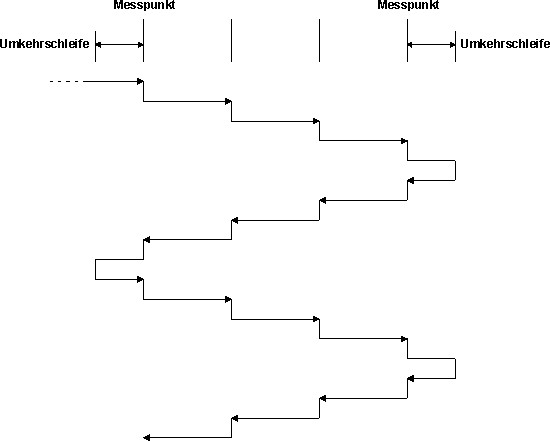
Das Ergebnis dieser Messung ist die bekannte Grafik nach VDI/DGQ 3441 in der Angaben über Umkehrlose, Streubreite und Positioniergenauigkeit enthalten sind. Fehler wie Umkehrlose oder Positionsabweichung werden als systematische Fehler bezeichnet, sie können bis zu einem gewissen Maß über Parameter in der Steuerung kompensiert werden. Zufällige Fehler, wie die Streuung, sind auf Einflüsse zurückzuführen, die über eine Systematik nicht eliminiert werden können. Die gebräuchlichsten Meßverfahren sind das Linear-Verfahren und das Pendel-Verfahren (Bild 4).

 Beim häufig benutzten Linear-Verfahren ist das erforderliche NC-Programm einfach zu erstellen, es besteht jedoch der Nachteil, daß die Meßpunkte zum Teil in sehr großen zeitlichen Abständen erfaßt werden, so daß thermische Einflüsse fälschlicherweise als Streuung interpretiert werden. Das Pendel-Verfahren bietet den Vorteil, daß an jeder Position die Mehrfachmessung in unmittelbarer zeitlicher Abfolge geschieht, aufgrund des höheren Programmieraufwandes kam diese Messung im Verhältnis zum Linear-Verfahren seltener zum Einsatz. Durch die heute gegebene Möglichkeit, das benötigte NC-Programm von der Laser-Software direkt automatisch zu erstellen, gewinnt das Pendel-Verfahren immer mehr an Bedeutung. Nach erfolgter Ermittlung der Positionsabweichung kann die Laser-Software zur Korrektur der systematischen Fehler die für die Spindelsteigungsfehler-Kompensation (SSFK) notwendigen Parameterliste erstellen. Je nach Steuerungstyp können die Kompensationsdaten direkt an die übertragen werden. Die unmittelbar folgende Kontrollmessung zeigt dann den Erfolg der durchgeführten Kompensation.
Beim häufig benutzten Linear-Verfahren ist das erforderliche NC-Programm einfach zu erstellen, es besteht jedoch der Nachteil, daß die Meßpunkte zum Teil in sehr großen zeitlichen Abständen erfaßt werden, so daß thermische Einflüsse fälschlicherweise als Streuung interpretiert werden. Das Pendel-Verfahren bietet den Vorteil, daß an jeder Position die Mehrfachmessung in unmittelbarer zeitlicher Abfolge geschieht, aufgrund des höheren Programmieraufwandes kam diese Messung im Verhältnis zum Linear-Verfahren seltener zum Einsatz. Durch die heute gegebene Möglichkeit, das benötigte NC-Programm von der Laser-Software direkt automatisch zu erstellen, gewinnt das Pendel-Verfahren immer mehr an Bedeutung. Nach erfolgter Ermittlung der Positionsabweichung kann die Laser-Software zur Korrektur der systematischen Fehler die für die Spindelsteigungsfehler-Kompensation (SSFK) notwendigen Parameterliste erstellen. Je nach Steuerungstyp können die Kompensationsdaten direkt an die übertragen werden. Die unmittelbar folgende Kontrollmessung zeigt dann den Erfolg der durchgeführten Kompensation.
Die Erweiterung des Laserinterferometer-Systems um die Funktion der dynamischen Messung eröffnet neue Möglichkeiten in der Beurteilung von Werkzeugmaschinen. So können zum Beispiel Bewegungsabläufe an Vorschubeinheiten erfaßt und analysiert werden. Aus den zugehörigen Geschwindigkeits- und Beschleunigungsprofilen können Aussagen über die Qualität der Führungen abgeleitet werden. Das Schwingungsverhalten der Achsen kann über Fourieranalysen beurteilt werden. Beim dynamischen Messen werden vom Laserkopf Meßdaten mit einer hohen Meßfrequenz eingelesen, dadurch kann der Bewegungsablauf zwischen den Laseroptiken aufgezeichnet werden. Die Triggerung der Messung kann hierbei auf verschiedene Arten erfolgen. Die einfachste Art der Triggerung ist die zeitgestützte Triggerung. Hier werden die vom Laserinterferometer erfaßten Daten über ein bestimmtes Zeitintervall mit einer konstanten Lesefrequenz in den PC eingelesen. Die maximale Lesefrequenz liegt bei solchen Systemen bei einigen kHz, so daß der für die Werkzeugmaschinen relevante Bereich zu Ermittlung von Eigenfrequenzen abgedeckt ist. Durch externe Triggerung über das Maschinenmeßsystem kann ein direkter Bezug zwischen der Maschinenachse und dem Laserinterferometer als Referenzwegmeßsystem hergestellt werden. Diese Triggermethode erlaubt den dynamischen Soll-Ist-Vergleich zwischen Maßstab und Lasermeßsystem, das Verhalten der Steuerung (Schleppfehler, Steigungsfehlerkompensation) wird hierbei jedoch nicht berücksichtigt.
Die Auswertung der Messung kann in Form eines Weg-Zeit-Diagrammes, eines Geschwindigkeit-Zeit-Diagrammes oder eines Beschleunigungs-Zeit-Diagrammes erfolgen. Durch zusätzliche Softwareerweiterungen können über eine Fouriertransformation auch Frequenzspektren erstellt werden. Diese neuen Meßverfahren haben zu neuen Meßverfahren geführt, die bei der dynamischen Beurteilung von Werkzeugmaschinen herangezogen werden.
Beim Gleichförmigkeitstest wird die zu messende Achse mit einer definierten konstanten Vorschubgeschwindigkeit über ihren Verfahrbereich bewegt. Mit dem Laser-Interferometer wird diese Bewegung erfaßt und grafisch dargestellt. Das "Geschwindigkeits-Zeit-Diagramm" zeigt Unregelmäßigkeiten in der Vorschubeinheit anhand des Geschwindigkeitsprofils. Diese Abweichungen können auf Schwergängigkeiten in den Führungen beziehungsweise des Antriebspindelsystems oder Klemmen der Abdeckung zurückgeführt werden.
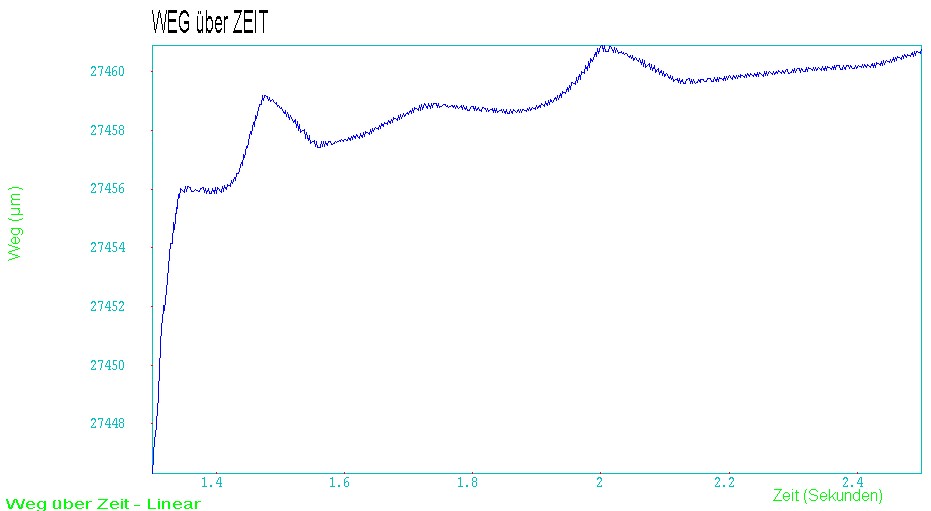
 Der Positioning-Test gibt Auskunft über das Einfahrverhalten einer Vorschubeinheit. Über ein NC-Programm wird ein bestimmter Weg zwischen zwei Positionen zurückgelegt. Dieser Bewegungsvorgang wird mit dem Laserinterferometer-System aufgezeichnet. Im "Weg-Zeit-Diagramm" kann zum Beispiel erkannt werden, wie die Achse an die Ziel-Position "heranfährt", ob diese Position zunächst überfahren wird, also die Achse zu weit fährt und dann auf die Zielposition zurückgezogen wird oder ob die Achse ohne Überschwingen die Position erreicht.
Der Positioning-Test gibt Auskunft über das Einfahrverhalten einer Vorschubeinheit. Über ein NC-Programm wird ein bestimmter Weg zwischen zwei Positionen zurückgelegt. Dieser Bewegungsvorgang wird mit dem Laserinterferometer-System aufgezeichnet. Im "Weg-Zeit-Diagramm" kann zum Beispiel erkannt werden, wie die Achse an die Ziel-Position "heranfährt", ob diese Position zunächst überfahren wird, also die Achse zu weit fährt und dann auf die Zielposition zurückgezogen wird oder ob die Achse ohne Überschwingen die Position erreicht.
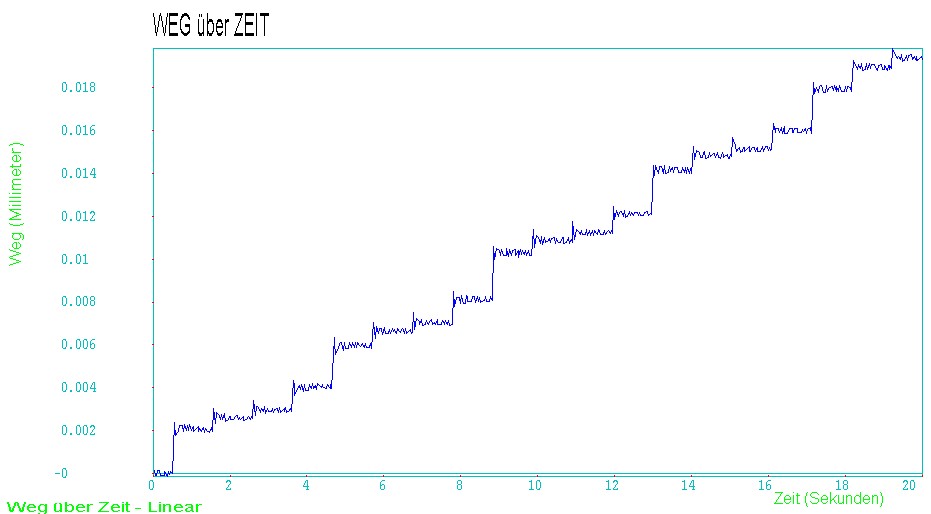
 Ein Step-Response-Test zeigt Ihnen, wie die Achse auf die Eingabe kleinster Weginkremente reagiert. Mit diesem Test können Aussagen über das Reglerverhalten, Haftreibungseffekte und Postionierverhalten gewonnen werden. Über ein NC-Programm wird die Achse in kurzen Abständen jeweils um ein Inkrement (z.B. 1 µm) bewegt. Dieser Bewegungsablauf wird mit dem Laser-Interferometer erfaßt und grafisch dargestellt (Bild 7). Die "Treppenkurve" zeigt an, wie diese Wegvorgaben mechanisch umgesetzt werden.
Ein Step-Response-Test zeigt Ihnen, wie die Achse auf die Eingabe kleinster Weginkremente reagiert. Mit diesem Test können Aussagen über das Reglerverhalten, Haftreibungseffekte und Postionierverhalten gewonnen werden. Über ein NC-Programm wird die Achse in kurzen Abständen jeweils um ein Inkrement (z.B. 1 µm) bewegt. Dieser Bewegungsablauf wird mit dem Laser-Interferometer erfaßt und grafisch dargestellt (Bild 7). Die "Treppenkurve" zeigt an, wie diese Wegvorgaben mechanisch umgesetzt werden.
Die vielfältigen Einsatzmöglichkeiten eines Laserinterferometers als Meßsystem münden in ein breites Anforderungsprofil. Als beste Lösung erweist sich dabei ein modulares Konzept, welches im Baukastenprinzip relativ einfach an die vielfältigen Meßanforderungen wie Rotations- und Geradheitsmessung angepaßt werden kann. Der Trend zum vermehrten Einsatz von Laserinterferometer-Systemen als Wegmeßsystem und die neuen Entwicklungen stellen sicher, daß auch in der Zukunft die Laserinterferometrie erste Wahl in Sachen Auflösung und Genauigkeit bleiben wird. Durch die Anpassung an neue Anforderungsprofile werden Laserinterferometer in vielen neuen Einsatzgebieten Fuß fassen können.
Autor:
Dr.-Ing. Rainer Krug ist technischer Leiter bei der Renishaw GmbH, Pliezhausen
Immer aktuell
Registrieren Sie sich hier, um regelmäßig Neuigkeiten von Renishaw zu erhalten.
Bilder
-
 Die Treppenkurve zeigt die Reaktion der Achse auf die Eingabe kleinster Weginkremente
[44kB]
Die Treppenkurve zeigt die Reaktion der Achse auf die Eingabe kleinster Weginkremente
[44kB]
-
 Das Weg-Zeit-Diaqramm
[40kB]
Das Weg-Zeit-Diaqramm
[40kB]
-
 Die gebräuchlichsten Meßverfahren sind das Linear-Verfahren und das Pendel-Verfahren
[17kB]
Die gebräuchlichsten Meßverfahren sind das Linear-Verfahren und das Pendel-Verfahren
[17kB]
-
 Die gebräuchlichsten Meßverfahren sind das Linear-Verfahren und das Pendel-Verfahren
[15kB]
Die gebräuchlichsten Meßverfahren sind das Linear-Verfahren und das Pendel-Verfahren
[15kB]
-
 Die Strahlsteueroptik kann den Laserstrahl vertikal und horizontal ablenken und erleichtert so die Justage
[411kB]
Die Strahlsteueroptik kann den Laserstrahl vertikal und horizontal ablenken und erleichtert so die Justage
[411kB]
-
 Das Laserinterferometer als Referenzsystem
[1.5MB]
Das Laserinterferometer als Referenzsystem
[1.5MB]
-
 Fit für den Einsatz vor Ort: das Laserinterferometer XL-80
[792kB]
Fit für den Einsatz vor Ort: das Laserinterferometer XL-80
[792kB]


Für alle Dokumente und Bilder liegt das Copyright bei Renishaw plc