Diese Seite steht derzeit nicht in Ihrer Sprache zur Verfügung. Mittels der
Übersetzungsfunktion
von Google kann Ihnen eine automatische Übersetzung angezeigt werden. Bitte beachten Sie jedoch, dass wir keinerlei Verantwortung für diese
Dienstleistung tragen und die Übersetzung auch nicht von uns geprüft wurde.
Wenn Sie weitere Unterstützung benötigen,
kontaktieren Sie uns bitte.
Race to innovate: metal AM manifolds improve power flow for Land Rover BAR
Renishaw, the global engineering company, is part of Land Rover BAR's Technical Innovation Group. The aim of this group is to bring together the best of British engineering to help win the America's Cup and bring it home. This is a big challenge unlike any other in world sailing.


Land Rover BAR R1 race-yacht
Land Rover BAR's America's Cup Class (ACC) race boat Rita (code name R1) is the culmination of 85,000 hours of design and build, on the water testing and rigorous construction.
The 15 m racing catamaran has 130 m of hydraulic pipes and over 1200 m of electronic and electric cabling connecting 190 sensors. The wing has a sail area of 103 m2 and is 23.5 m high, which is comparable to the main wings of an A320 aircraft. Each hull on R1 features a manually deployed dagger board that bends beyond 90 degrees to create a hydrofoil.
Once the boat speed reaches around 16 knots (18 mph) the force of the water over the foils creates sufficient lift to raise the boat clear of the water so that it literally flies above the water. This state of ‘flying' reduces drag and improves efficiency to increase speed.
Renishaw, the global engineering company, is part of Land Rover BAR's Technical Innovation Group. The aim of this group is to bring together the best of British engineering to help win the America's Cup. This is a big challenge unlike any other in world sailing.
On the R1, the control surfaces are all driven by hydraulic actuators. Hydraulic pressure is provided by the sweat and toil of the crew's ‘grinders', who turn specialised hand-cranks. There are no batteries (except to provide electrical power for computers and sensors), the four grinders act as a human engine to generate all the hydraulic energy required.
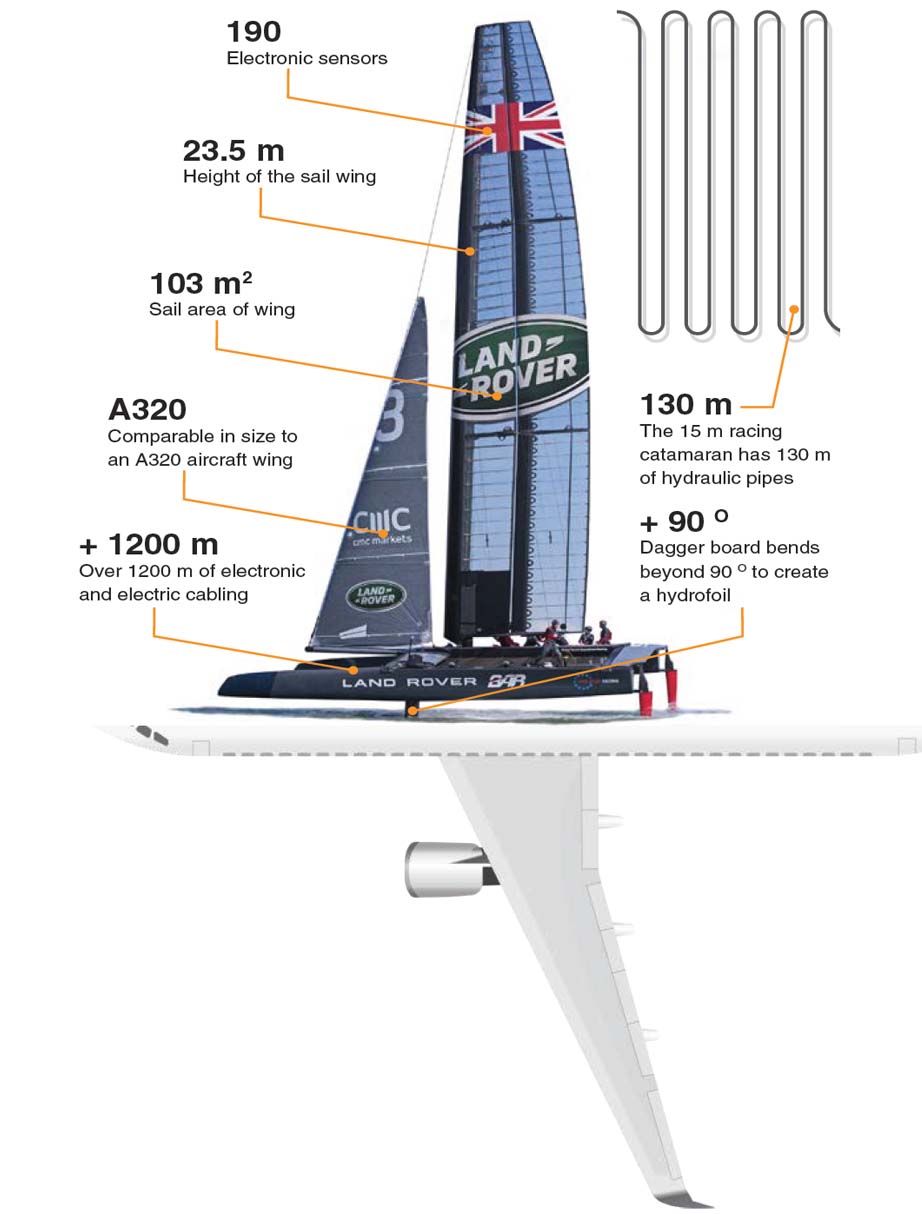 The Land Rover BAR race yacht compared to an Airbus A320
The Land Rover BAR race yacht compared to an Airbus A320
Land Rover BAR understood the potential of additive manufacturing (AM) to save weight and improve the efficiency of its hydraulic system. Put simply, this allowed the boat's designers to create a perfect balance between the performance of the hydraulic system and the energy required to run it. This in turn helps the grinders conserve energy whilst still allowing the boat to perform at the optimal level.
The Renishaw AM team, including Product Marketing Engineer, David Ewing have collaborated with Land Rover BAR design team for the manufacture of custom made manifolds using Renishaw metal additive manufacturing (3D printing) technology.
David Ewing explains more:
What is your background at Renishaw?

I'm a Product Marketing Engineer specialising in additive manufacturing and I've worked at Renishaw for six years. My background is in aerospace and engineering and I joined the company first working on position encoders then moved to metal additive manufacturing about four years ago. I'm a keen yachtsman in my spare time and a true advocate of additive manufacturing, which is why I'm so proud to be part of the Land Rover BAR project.
What does Renishaw represent to you?
I believe Renishaw is summed up perfectly by its strapline ‘apply innovation'. It's a dynamic place to work because it develops innovations in manufacturing and applies them to solve real world practical problems. Additive manufacturing is a relatively new, cutting edge technology and Renishaw is the only UK manufacturer of high performance machines that 3D ‘print' working metal parts.
What part is additive manufacturing playing on the R1 race boat?
It has been used for rapid prototyping parts and is being used to produce fully functioning manifold parts for the boat. For example, hydraulic manifolds.
A hydraulic manifold directs the flow of fluid in a hydraulic system linking valves and actuators. It enables the design engineer to manage the operation of a hydraulic circuit whilst combining the components in a compact unit.

Why use metal AM manifolds instead of traditionally made manifolds?
Before metal 3D printing technology, all the parts in the hydraulic system would have been made using a subtractive manufacturing method. Traditionally, hydraulic block manifolds are manufactured from an aluminium alloy or stainless steel billet which has been cut and machined to size. This is followed by drilling at 90 degree angles to create the flow pathways. Specialised tooling is often needed due to the complex drilling that is required. Passages require blanking plugs to properly direct flow through the system.
The nature of the traditional manufacturing process results in abrupt angled junctions between flow paths which can cause flow separation and/or stagnation – a major contributor to efficiency loss.
What are the benefits of AM for the design and manufacture of parts? How could this benefit the Land Rover BAR team?
The abrupt angled junctions found in a traditional manifold slow down the flow of hydraulic fluid which can lead to loss of power. By using additive manufacturing technology, you can design in and build smooth rounded corners which promote the flow of fluid and improve efficiency.
Another benefit is the significant weight saving against a traditional block manifold. A traditional block manifold is produced using a subtractive process. Material must be cut away which can leave surplus, non-essential weight and an over specification wall thickness.
 The R1 at speed in Bermuda (c) Harry KH/Land Rover BAR
The R1 at speed in Bermuda (c) Harry KH/Land Rover BARAdditive manufacturing as its name suggests is an additive process which builds up parts layer by layer; applying material only where it is required leads to a much lighter part. We can adjust the wall thickness of the manifold so that it is fit for function rather than over specification due to the limitations of a subtractive process. The manifolds used on the boat are all customised and built in titanium to be both lightweight and strong.
Another benefit of AM is the ability to produce many iterations rapidly which is essential in the race to innovate.
You could liken the way we have been working with Land Rover BAR to that of producing parts for high-performance racing cars, with design changes ‘right to the wire'.
Can you describe the metal AM design process and what technology is used to produce the parts?
The design team at Land Rover BAR recognised the potential of AM to allow weight savings and improve efficiency on the R1 boat so they set out to thoroughly review the hydraulics system. Renishaw contributed by highlighting the manifold components which would most benefit from being manufactured using metal AM technology, by collaborating and advising on iterations, then producing the necessary parts.
The parts we have produced for R1 remain highly confidential, but we can use a hydraulic demonstration manifold as an example of design considerations and process.
A hydraulic manifold is used to take fluid from one part of the boat and deliver it to another part of the boat and it is very important that the component is efficient in delivering the fluid into the correct place. What is interesting is when you look inside the manifold you have multiple fluid passageways. Because using AM we can make these in any shape we want, we are not constrained by manufacturing techniques, or tooling. We can construct these in a way which is most efficient for the function of the component. By manufacturing it additively we can give the flow path a nice conformal sweeping bend, increasing its flow efficiency.The design of the manifold is created in CAD software by Land Rover BAR. Renishaw produces its own build preparation software called QuantAM. We take the CAD file from Land Rover BAR, orient it, rotate it, support it and slice it up into multiple layers. Once we've done that we can send the machine file to the AM system which builds up the part using a high-powered laser and there's room to iterate and make design improvements.
Could you describe the main steps in producing a metal AM manifold?
Once the manifold design is agreed it is drawn up and finalised in 3D CAD software. Land Rover BAR sends the CAD file electronically to Renishaw and we convert it to an .stl file. This is a file format which can be exported into metal additive manufacturing build preparation software. Renishaw's own build preparation software, QuantAM, is specifically for use with Renishaw high- performance metal AM systems. Using this software, the Renishaw AM team can take the virtual Land Rover BAR manifold, configure and orientate the part correctly on the build plate and apply the necessary supports. Build supports are required to bridge any gaps, support overhangs and to hold the part stable and in place as it builds up layer by layer. The Renishaw AM team use their know-how to ensure that the minimum number of supports are applied to avoid waste and to reduce the time needed to remove them.
 Land Rover BAR demonstration metal AM manifolds in QuantAM software
Land Rover BAR demonstration metal AM manifolds in QuantAM softwareOnce the build is prepared in QuantAM the file is ready to be sent to the Renishaw metal AM system. Renishaw metal AM systems use laser powder bed fusion technology which fuses together fine metal powder and builds up parts layer by layer. First, metal powder is loaded into the Renishaw metal AM system and a metal build plate is loaded into the system's build chamber and secured. The QuantAM file is sent to the system's and all the air is removed from the system build chamber using a vacuum. Next, argon inert gas is flushed into the system to create a safe and stable atmosphere so powder delivery can begin. A fine layer of metal powder is deposited onto the build plate and a soft wiper moves across the plate to ensure that the layer is even. A high-powered laser is guided and focussed to melt the powder in accordance with the 2-dimensional layer data provided by the build file. The build plate moves down and the next layer of powder is deposited so that the layering process can repeat until the part is fully built up.
Once the build is complete any excess powder is brushed away whilst still sealed within the system. The build plate carrying the part may then be removed from the system ready for finishing using post processing techniques. Most metal parts are removed from the build plate using wire EDM. They may then require some surface finishing and heat treatment. Machining is used to add in threads and in areas where high tolerances are required.
What was the biggest challenge & what are you most proud of?
R1 is an incredibly advanced racing catamaran that pushes the boundaries of what technology can provide and it has truly been a ‘race to innovate' to turn around the optimum parts, in time for the America's Cup. The challenge has been immense and we have been operating in a similar manner to that you might imagine if working on a high-performance racing car - many design changes, demanding timescales and rapid production of parts running up to a fixed race day. I'm proud of how we have met those challenges by working as a team and that the breakthroughs that we have made to improve the boat's performance will help train and educate future generations of engineers through the work of the Land Rover BAR team.
 Removing Land Rover BAR demonstration metal AM manifolds from Renishaw RenAM 500M metal additive manufacturing system
Removing Land Rover BAR demonstration metal AM manifolds from Renishaw RenAM 500M metal additive manufacturing systemDownloads
-
 Feature article: Race to innovate - metal AM manifolds improve power flow for Land Rover BAR
Feature article: Race to innovate - metal AM manifolds improve power flow for Land Rover BAR
-
 RenAM 500M operator removing build
RenAM 500M operator removing build
-
 AM infographic catamaran
AM infographic catamaran
-
 David Ewing - Product Marketing Manager
David Ewing - Product Marketing Manager
-
 Metal Additive Manufactured part with Equator gauging
Metal Additive Manufactured part with Equator gauging
-
 Land Rover BAR demonstration metal AM manifolds in QuantAM
Land Rover BAR demonstration metal AM manifolds in QuantAM









