Diese Seite steht derzeit nicht in Ihrer Sprache zur Verfügung. Mittels der
Übersetzungsfunktion
von Google kann Ihnen eine automatische Übersetzung angezeigt werden. Bitte beachten Sie jedoch, dass wir keinerlei Verantwortung für diese
Dienstleistung tragen und die Übersetzung auch nicht von uns geprüft wurde.
Wenn Sie weitere Unterstützung benötigen,
kontaktieren Sie uns bitte.
Touch probes speed up the machining process of induction cookware
The Kukmor factory of metal dishware JSC (Republic of Tatarstan) is a major Russian manufacturer of cast aluminium cookware, non-stick coating cookware, and tourism and leisure products under the KUKMARA brand.
Background
The company has 70 years of experience in manufacturing and has worked alongside a large number of reliable suppliers and dealers to distribute its products both in Russia and internationally. The factory produces 700 high-quality cookware items across more than 10 product ranges.
The company's main focus for many years has been the manufacture of cast aluminium cookware. The emergence of induction stoves on the market has created a demand for cookware suitable for them. The company's engineers analysed possible manufacturing solutions and came up with one of the most practical and affordable – aluminium castings containing induction discs followed by machining of the bottom of the product.
After successfully producing prototypes of castings with induction discs, the company began the next step machining. The KUKMARA engineers were faced with a choice between abrasive or edge-cutting machining of the bottoms of the castings they had obtained. Abrasive grinding was very time-consuming, and the finished cookware would have had a matt surface which would have left micro scratches. Furthermore, the evenness of the machined surface would not have met the specified requirements.
The company opted for the second option turning the bottom of the product on a CNC lathe equipped with a vacuum clamp faceplate (for the casting). The machining process had to ensure fixed metal removal, avoid rotation of the casting on the faceplate, ensure a high tool life, and minimise the number of runs during machining.
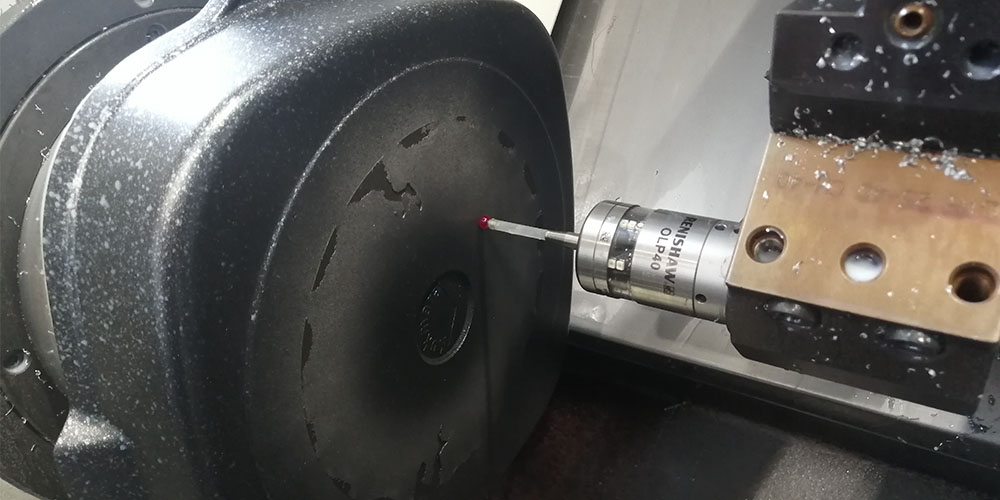
Renishaw's OLP40 probe locating the position of the casting prior to machining
Challenge
When turning the bottoms of products containing stainless steel induction discs, the KUKMARA specialists came across the following problem: the casting technology used at the company meant that the thickness of the bottoms of the products was inconsistent, which, with the adopted scheme of locating and fixing them onto the machine, did not make it possible to ensure that the machined surface would be in a repeatable position relative to the cutting tool. The discrepancy could have been as much as 2–3 mm, increasing the risk of the casting turning on the faceplate and getting damaged, as well as damage to the cutter or the faceplate itself. What's more, three to four runs were needed to achieve the required machining quality and ensure sufficient thickness of the remaining disc. The repetitive operations took up more time and increased the cost of the operation.
Denis Alekseev, Chief of Engineering at KUKMARA said, “When machining a product, we either had to make several runs with a small allowance to get the desired result or do one run with a large removal of metal and risk rotating the product on the faceplate and damaging it. Each run of the product on the lathe takes about one minute. To avoid the risk of a product rotating, we had to perform up to three to four runs, and that is an extra three to four minutes per product operation.”
The company's engineers set about finding the best solution. One suggestion was to equip the lathes with touch probes in order to measure the actual position of the surface to be machined. The KUKMARA specialists had already seen Renishaw's touch probes in action at a Czech cookware manufacturing company. The decision was made to learn from the experience of their colleagues overseas.
Solution
The KUKMARA engineers installed their first Renishaw touch probe on a lathe. The OLP40 touch probe measures the actual position of the surface being machined to ensure the allowance being removed is consistent. The probe's flexible measuring technology ensures a high degree of accuracy in production, reducing lead times and the amount of scrap.
“Using the OLP40 probe has allowed us to ensure consistent metal removal. Before each run we take measurements, adjust the tool offset, and achieve removal of a fixed allowance. As a result, we have ensured the accuracy and stability of this manufacturing operation, as well as the safety and preservation of the tool, since there is now no risk of the product rotating and coming off the faceplate,” Denis Alekseev added.
The KUKMARA engineers have appreciated the simple set-up of the touch probe: no complicated manoeuvres or additional employee training has been necessary during set-up and installation. The contractor's specialists quickly connected the probe, set up the CNC system, issued commands, and set up the equipment.
Thanks to the high accuracy of Renishaw's probes, we avoided having to repeat the operation and therefore managed to reduce the cost of disc machining several-fold. As a result of the turning process, we get a perfectly smooth disc with gloss and minimal roughness.
Kukmor factory of metal dishware JSC (Russia)

Machined casting with stainless steel induction disc

KUKMARA induction cookware
Results
KUKMARA began producing cookware for induction stoves in 2017. Three factory employees are now permanently involved in the machining of the discs on the two lathes. Over the past three years, the factory has produced more than 144,000 induction-bottomed products and plans to increase production.
Since 2017, the company has increased its output and plans to develop the product line. Denis Alexeev concluded, “Thanks to the high accuracy of Renishaw's probes, we avoided having to repeat the operation and therefore managed to reduce the cost of disc machining several-fold. As a result of the turning process, we get a perfectly smooth disc with gloss and minimal roughness. This is exactly the visual effect we were aiming for. Thousands of customers are already appreciating the benefits of our partnership with Renishaw.”

